


JDB650 Samoobežné mosadzné puzdrá oilless ložiská
JDB650 Samoobežné mosadzné ložiská bez oleja sú vyrobené z pokročilých ...

















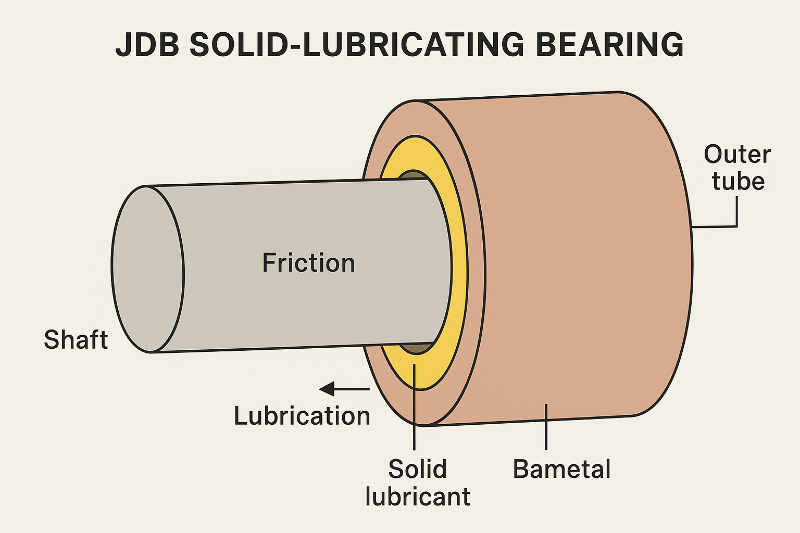
JDB pevné vykladané mazané ložiská sa vyrábajú s použitím zliatiny s vysokou pevnosťou medi ako základného materiálu. Na základe špecifických prevádzkových podmienok je pracovná plocha presná s otvormi, ktoré sa potom vyplnia presne proportnou zmesou tuhých maziva.
Vysoko silná zliatina medi zaisťuje mimoriadnu kapacitu nosenia, zatiaľ čo vložené tuhé mazivo vytvárajú nízko tlmočné párenia.
V podmienkach suchého trenia sú tieto ložiská na svojom povrchu predbežný film. Táto konštrukcia umožňuje rýchly prenos tuhého maziva do protiľahlej zložky, pričom okamžite vytvorí účinnú pevnú mazaciu vrstvu.


Shuangnuo bola založená v roku 2014 a má 10 rokov skúseností v tomto odvetví.
Silná výrobná kapacita zaisťuje, že dokážeme zorganizovať výrobu materiálu pre zákazníkov čo najrýchlejšie a skrátiť výrobné cykly.
Máme viac ako 5 000 spolupracujúcich zákazníkov po celom svete.
V hydraulickom inžinierstve a námorných aplikáciách je výber materiálov ložísk kritickým faktorom pre životnosť systému. The bronzové...
V oblasti strojárstva sa prechod k bezúdržbovej prevádzke umiestnil samomazacie ložisko ako kritický komponent v modernej m...
V modernom priemyselnom inžinierstve sa mechanické systémy čoraz viac nasadzujú na nedostupných alebo nebezpečných miestach – od hlbokomo...
Vo vysoko namáhaných prostrediach ťažkých priemyselných strojov výber technológie ložísk určuje nielen dobu prevádzkyschopnosti zariadeni...

V priemyselných aplikáciách s vysokým zaťažením a nízkou rýchlosťou sa prechod na bezúdržbové komponenty uprednostnil inžinierstvo ...



JDB tuhé-mazacie ložiská sú typom samomazného ložiska. Ich základným princípom je vložiť tuhé mazivá do ložiskového materiálu, aby sa dosiahlo mazanie, zníženie trenia a opotrebovania. Na rozdiel od tradičného mazania tukom si tuhé mazacie ložiská dokážu udržať stabilný koeficient trenia v suchom alebo vysokoteplotnom prostredí.
Zhejiang Shuangnuo ložisko Technology Co, Ltd. špecializuje sa na vývoj a výrobu rôznych samomazných výrobkov zo zliatiny medi. Tuhé mazacie ložiská majú zvyčajne nasledujúce vlastnosti:
| Typ materiálu | Výrobný proces | Vlastnosti | Výhody aplikácie |
|---|---|---|---|
| Mosadz | Odstredivé liatie, plynulé liatie, odlievanie kovových foriem | Dobrá tepelná vodivosť, jednoduché obrábanie, odolné voči korózii | Ložiská s nízkym až stredným zaťažením, ľahké stroje |
| Hliník Bronz | Odstredivé liatie, plynulé liatie | Vysoká pevnosť, dobrá odolnosť proti opotrebovaniu, odolná voči korózii | Vysoké zaťaženie, ložiská s nárazovým zaťažením |
| Cínový bronz | Odstredivé liatie, plynulé liatie | Silná odolnosť proti opotrebovaniu, nízky koeficient trenia | Aplikácie ložísk s dlhou životnosťou |
| Bimetal | Technológia spekania | Kovový substrát samomazná vrstva, kombinuje pevnosť a mazací výkon | Vysokorýchlostné, vysoko zaťažené, špeciálne prevádzkové podmienky |
| Parameter | Mosadz Self-Lubricating Bearing | Hliník Bronz Self-Lubricating Bearing | Cínový bronz Self-Lubricating Bearing | Bimetalové ložisko |
|---|---|---|---|---|
| Prípustné zaťaženie (MPa) | 50-80 | 100-150 | 80-120 | 120-200 |
| Koeficient trenia μ | 0,05-0,12 | 0,04-0,10 | 0,03-0,08 | 0,03-0,06 |
| Prevádzková teplota (°C) | -50 ~ 150 | -50 ~ 300 | -50 ~ 200 | -50 ~ 350 |
| Odolnosť proti korózii | Stredný | Vysoký | Vysoký | Vysoký |
| Životnosť | Stredný | Vysoký | Vysoký | Veľmi Vysoké |
Tuhé mazacie ložiská JDB dosahujú samomazanie prostredníctvom zabudovaných tuhých mazív. V kombinácii s pokročilými procesmi odlievania a obrábania Zhejiang Shuangnuo ložisko Technology Co, Ltd. , tieto ložiská udržujú stabilný výkon pri vysokom zaťažení, vysokej teplote a zložitých prevádzkových podmienkach. Prísne kontroly surovín a výroby zaisťujú vynikajúcu odolnosť proti opotrebovaniu, nízky koeficient trenia a dlhú životnosť. Konštrukčné riešenia na mieru ďalej umožňujú ložiskám dokonale sa zhodovať so zákazníckymi aplikáciami, vďaka čomu je Zhejiang Shuangnuo vedúcou spoločnosťou v domácom priemysle samomazných ložísk.
Poskytujeme profesionálne služby veľkoobchodníkom, distribútorom, zástupcom a odevným závodom, ktorí sa špecializujú na náhradné diely pre šijacie stroje.

Využíva pokročilé procesy, ako je odstredivé odlievanie, nepretržité odlievanie a odlievanie kovových plesní na zabezpečenie stabilnej a spoľahlivej kvality produktu.

Komplexné monitorovanie počas procesu odlievania, implementácia troch stupňov detekcie spektrometra (pred, počas a po odliatku), aby sa zabezpečila presnosť a konzistentnosť zloženia materiálu.

Vybalené viac ako 80 pokročilých CNC strojov, CNC sústruhov a obrábajúcich centier na dosiahnutie integrovanej výroby z materiálov po hotové výrobky.

Môže poskytnúť autoritatívne testovacie správy pre zákazníkov v núdzi a zabezpečiť, aby produkty spĺňali prísne štandardy mechanického výkonu.

Ponúka osobné služby dizajnu a prispôsobenia založené na charakteristikách produktov zákazníkov a funkcií aplikácií, výber a vytváranie vhodných samo-lubrikujúcich ložísk pre ich produkty.

Dodržiava obchodnú filozofiu „Moderovanie a harmónia, integrita ako nadácia“, zameraná na spokojnosť zákazníka a snahu vybudovať vynikajúcu značku.






![]()
Zhejiang Shuangnuo Bearing Technology Co., Ltd. Špecializuje sa na výrobu rôznych samomazných výrobkov zo zliatiny medi, ako sú: Ložiskové puzdrá s pevným mazivom.
© 2024 Zhejiang Shuangnuo Technology Co., Ltd.
vyrobené na mieru Výrobcovia pevných mazacích ložísk
